Een medewerker strijkt met haar hand over het lakwerk van de Audi e-tron GT quattro. Haar ogen volgen haar handschoen. De auto staat onder speciale lampen die elke imperfectie in het spuitwerk zichtbaar maken. De kwaliteit blijkt in orde en de Audi e-tron GT quattro mag bijna naar buiten. De eindcontrole is het laatste werkstation en de plek waar lak, paneelaansluitingen en carrosserienaden nog een laatste keer nauwkeurig onder de loep worden genomen. Het gaat om puur handwerk.
Daarna verlaat de volledig elektrische bolide de productielocatie op het bedrijventerrein Böllinger Höfe in Duitsland. Het complex is onderdeel van de nabijgelegen Audi-fabriek in Neckarsulm. Böllinger Höfe staat bekend om het innovatieve productieproces dat speciaal is ingericht voor de fraaie gran turismo. Ook maakt de vestiging sinds 2014 naam met de bouw van de Audi R8.
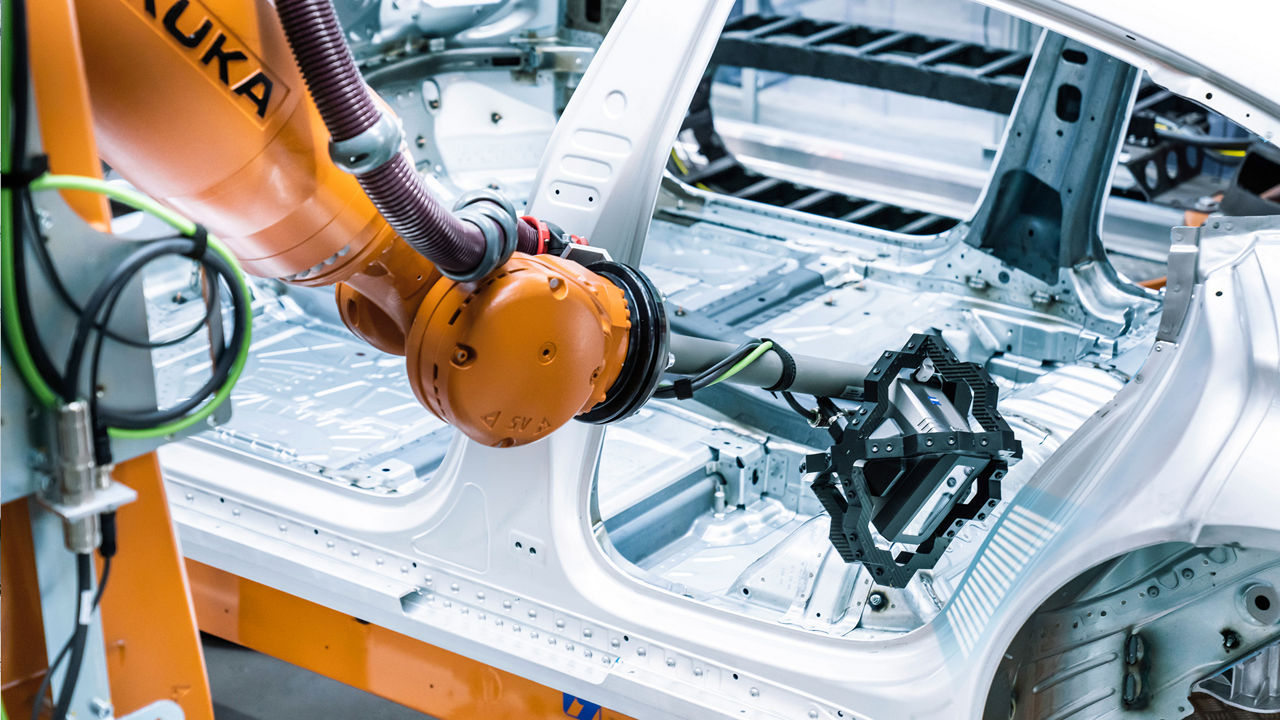
Wolfgang Schanz is productiemanager bij Audi Böllinger Höfe. “De fabricage van de Audi e-tron GT quattro, met name de carrosserie, is in hoge mate geautomatiseerd. Dat neemt niet weg dat je overal langs de band nog handwerk tegenkomt. Een auto bouwen vergt nog steeds vakmanschap. Hier wordt met oog voor detail gewerkt.”
En ervaring telt, weet Schanz. “Alle kennis en ervaring die met het handwerk aan de Audi R8 is opgedaan, is meegenomen naar de e-tron GT quattro. Dat zie je terug in de toewijding waarmee er gewerkt wordt. Böllinger Höfe is er gekomen voor kleine oplages. Vandaar onze innovatieve en flexibele processen. Ideaal voor de bouw van de Audi e-tron GT quattro,” aldus de productiemanager.
Om zowel de R8 als de e-tron GT quattro door elkaar te kunnen maken, is de faciliteit vernieuwd en vergroot. De bestaande kennis en ervaring is uitgebreid met expertise op het gebied van elektrificatie, automatisering en digitalisering.